
Articles
Green Steel Overview
Green Steel Overview

Green Steel-Introduction
The common takeaway was that green steel is simply steel with the lowest carbon footprint currently possible, which will vary from producer to producer and will continue to evolve over time.
Steel is one of the most important materials of all. More than 1.8 billion tonnes are consumed worldwide every year but coal is needed for conventional production and therefore iron and steel production is the largest single emitter of CO2 worldwide. The importance of steel is often underestimated. Each of us consumes about 400-500 kilograms of steel every year. If you do the experiment of simply looking around you at everything that is actually made of steel, you can see how important this material is. It starts with the sewing needle and your tools and the kitchen at home and also with the steel that holds the house we are sitting in together. It's not just cars that are very present, of course, but our entire civilization has a backbone of steel.
Steel is critical to continued economic development and is the backbone of global sustainable initiatives, including energy transition. It is also one of the world’s most sustainable materials — permanent, forever reusable and the most recycled material on the planet. Therefore, building more sustainable steel products through an environmentally friendly process is a long-term investment that will yield enormous environmental benefits over the full life cycle of steel.
Today, the steel industry is one of the world’s most energy intensive and accounts for around 8%-9% of global carbon dioxide emissions. For steelmakers, reducing emissions and specific energy consumption is critical as the global decarbonization agenda speeds up. Steelmakers that move now on a journey to improve the sustainability of operations can get ahead of developing carbon regulations and capitalize on environmental, social and governance (ESG) metrics to gain a competitive edge.
There has been a consistent improvement in metrics of sustainability over the last few years for the steel industry. However, the intensity of environmental impact of this industry needs an execution of a compelling and a well thought out action plan. Depending on the region and the existing asset base of steel production, we discuss the reasons for which such an action plan will be unique for each steel maker. The quantum and timing of investments will depend on the choice of pathway and the urgency of complying with sustainability targets.
Reducing the carbon emissions and energy consumed in steel production can boost the long-term commercial and societal value of one of the world’s most sustainable materials like steel. There are several pathways of getting there. The choice of the user specific journey with its intended consequences should be made now.
The key ways to reduce CO2 emissions in iron and steelmaking can be summarized under the general terms.
- Steel recycling and reusing (Circular Economy)
- Carbon Direct Avoidance (CDA)
- Smart Carbon Usage (SCU)
Circular Economy Pathway
A circular economy is an alternative to a traditional linear economy (often described as a take, make, use, dispose economy) in which we keep resources in use for as long as possible, extracting the maximum value from them while in use, and then recover and regenerate products and materials at the end of each service life. Since the last industrial revolution, economic growth has been strongly coupled to primary resource consumption; circular economy models attempt to decouple economic growth and resource use since it is recognized that current global consumption patterns are not sustainable.
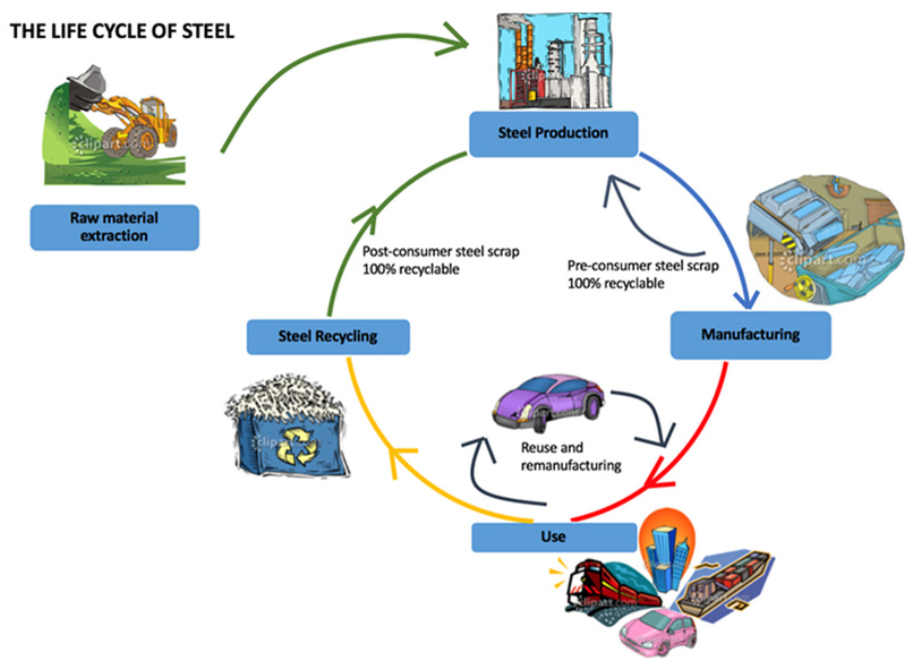
- Within the context of the circular economy it is important to understand the difference between reuse and recycling. This is particularly important in the case of the term recycling which has a loose definition in general parlance but a more specific definition within waste management and the circular economy. The following definitions have been used.
- Recycling is the process of converting waste materials into new materials and products; these can be the same or different to the original material or product. Generally the recycling process requires energy. By recycling, we contribute to more sustainable development by eliminating or reducing waste and by saving primary resources. Steel is 100% recyclable and is highly recycled. In the UK, the overall average end-of-life recovery rate for steel from buildings has been estimated from surveys to be 96% It is important to remember that this is true or closed-loop recycling; every tonne of scrap recovered substitutes one tonne of primary steelmaking and this can happen again and again, with existing technology and without any degradation in terms of properties or performance of the steel.
- Reuse is defined as the subsequent use of an object (in its original form) after its first life. It may be repurposed, but the object will only have minor alterations, retaining a similar (or the same) form. As distinct from recycling, reuse of construction products involves their reuse with little or no reprocessing. Reuse offers even greater environmental advantage than recycling since there are no (or very few) environmental impacts associated reprocessing. For example, reusing a steel beam in its existing form is better than remelting it and rolling a new steel beam, i.e. the energy used to remelt and re-roll the beam is saved.
- Reuse characteristics of steel is because of its durability. Steel can be reused or repurposed in many ways, with or without remanufacturing. This already occurs with automotive components, buildings, rails and many other applications. Reuse of steel is not limited to its original application. Reuse is normally done in the areas where it is technically possible without reducing safety, mechanical properties and / or warranties. Rate of reuse is going to increase as eco-design, design for reuse and recycling, and resource efficiency become more popular.
Carbon Direct Avoidance Pathway
The key ways to reduce CO2 emissions in iron and steelmaking can be summarized under the general terms “Smart Carbon Usage” (SCU) and “Carbon Direct Avoidance”.
Carbon Direct Avoidance (CDA) covers the scrap based electric arc furnace route and the iron ore based steelmaking route via direct reduction plant and electric arc furnace by the use of natural gas and/or hydrogen as reducing agent, which means the complete avoidance of coal and coke for the reduction of iron ores.
The group of carbon direct avoidance (CDA) includes:
The process routes scrap based EAF with CO2-free electricity and the DRI-EAF route based on natural gas and hydrogen and CO2-free electricity.
The change from integrated carbon based blast furnace/converter route to hydrogen DRI/EAF route would result in no further need for coke and sinter, but instead the need for hydrogen and pellets.
- The focus of Carbon Direct Avoidance will be set on the process route with direct reduction of iron ores and the use of the DRI in an electric arc furnace.
- The assumption of the use of CO2-free electricity reduces the baseline steel scrap EAF route to just only 201 kg CO2/t crude steel. One could not conclude from this, that a solution of the CO2-mitigation challenge could be simply the change over from the blast furnace converter route to the scrap based EAF route. It has to be kept in mind, that not all steel grades can be produced via the scrap based EAF route. To produce high grade flat steel products virgin iron ores or very clean scraps are needed as iron bearing input materials.
- In DRI furnaces the iron ores, mostly in the form of pellets, are reduced in the “dry” stage by CO and H2 from cracking of natural gas. No liquid phases occur, no slag metallurgy is done and no coke is needed. The produced DRI contains all the gangue materials from the iron ores, so that the slag metallurgy must be done in the subsequent electric arc furnace during crude steel production. To keep the slag volume at low level so-called DR pellets, which have compared to blast furnace pellets lower gangue components, are charged to the DR plant. The used fine ores for producing DR pellets need more intensive beneficiation. The slag of the electric arc furnace cannot be used for production of granulated slag like the blast furnace slag.
- Another process option for using the DR technology on the hydrogen basis is melting of the DRI to liquid hot metal in a submerged arc furnace (SAF) applying slag metallurgy and refining of the hot metal to liquid steel in the oxygen converter. This option enables the production of granulated slag in the submerged arc furnace and the use of the existing oxygen converter with its metallurgical advantages. The reducing gas fed to the industrial direct reduction shaft furnaces already contains 60 to 80 % hydrogen. The idea of CDA is to inject up to 100 % hydrogen.
Smart Carbon Usage
Smart Carbon Usage means making further use of existing, mainly coal-based steelmaking routes, using the CO2 generated during the steel production process to produce chemical feedstock whilst employing carbon-lean or fossil free electricity. This pathway includes two promising groups: Process Integration (further development of existing processes) and Carbon Valorisation (also called Carbon Capture and Usage - CCU). Carbon Capture and Storage (CCS) will form an integral part of this pathway.
The incremental measures at the existing iron and steel works have CO2 mitigation effects, but do not lead to massive CO2 mitigation without the application of CCS and CCU.
- Project combined with CCS is the HIsarna smelting reduction process. In this process, fine ores and non-coking coal and oxygen are used to produce liquid hot metal. The HIsarna-BOF route does not need any coke making and ore agglomeration steps. The high CO2 concentration of the off-gas will be beneficial for combining HIsarna with CCS.
- Projects combined with CCU are Carbon2Chem and Steelanol,
- Steelanol is converting the CO and H2 in the blast furnace gas by using microbes into ethanol. In this way carbon is bound into chemicals (CCU) which would otherwise be incinerated to CO2. What is left after Steelanol is a CO2-rich stream which can directly be used in the IGAR technology (which stands for Injection de Gaz Réformé) to reform natural gas in a plasma torch to obtain a hot reducing gas composed of CO and H2. This reducing gas is injected through tuyeres into the blast furnace. Carbon lean electricity will be used for plasma gas processing. As the process is running on oxygen only (no hot air), high injections rates of solid carbon containing waste materials (as solid biomass and plastic) in combination with the hot reducing gas are minimising the coke rate of the blast furnace.
- The Carbon2Chem initiative of Thyssenkrupp aims to use process gases of the integrated iron and steelworks, like coke oven gas, blast furnace top gas and converter gas, as a starting material for chemical products avoiding the CO2 emissions when these gases would be burnt in a power plant for the generation of electricity. Thus, the project is an essential contribution to climate protection as well as energy transition. On the other hand, the amount of the gases used for the production of chemical products are no longer available for the production of electricity needed by the integrated works. The missing electric energy then needs to be supplied from external sources which must CO2 free. The Carbon2Chem concept needs hydrogen from green energy sources for the chemical processes involved in ammonia and methanol production.
About Effectual Services
Effectual Services is an award-winning Intellectual Property (IP) management advisory & consulting firm offering IP intelligence to Fortune 500 companies, law firms, research institutes and universities, and venture capital firms/PE firms, globally. Through research & intelligence we help our clients in taking critical business decisions backed with credible data sources, which in turn helps them achieve their organisational goals, foster innovation and achieve milestones within timelines while optimising costs.
We are one of the largest IP & business intelligence providers, globally serving clients for over a decade now. Our multidisciplinary teams of subject matter experts have deep knowledge of best practices across industries, are adept with benchmarking quality standards and use a combination of human and machine intellect to deliver quality projects. Having a global footprint in over 5 countries helps us to bridge boundaries and work seamlessly across multiple time zones, thus living to the core of our philosophy - Innovation is global, so are we !!!
Solutions Driving Innovation & Intelligence



Enabling Fortune 500's, R&D Giants, Law firms, Universities, Research institutes & SME's Around The Globe Gather Intelligence That
Protects and Nurtures Innovation Through a Team of 250+ Techno Legal Professionals.

